钣金折弯主要考虑:前道弯不影响后道弯原则、折弯后不顶模具或机床原则等。
下面结合图片来说明一下:
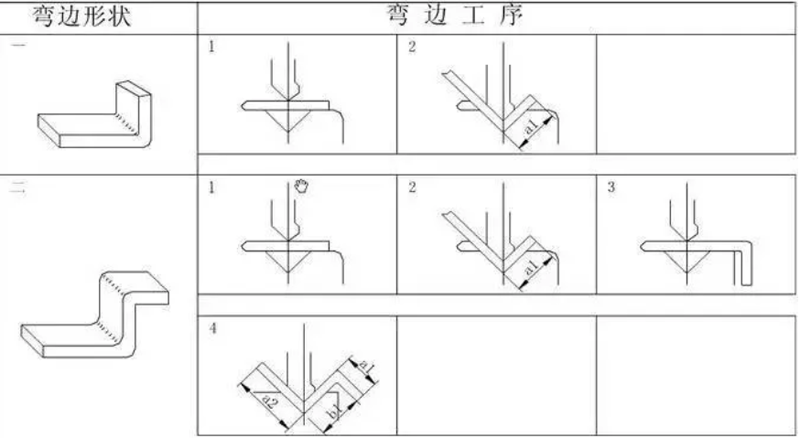
图一、二所示:L型弯,主要考虑小折弯尺寸;Z型弯,主要考虑小折弯尺寸和反折弯的小高度。
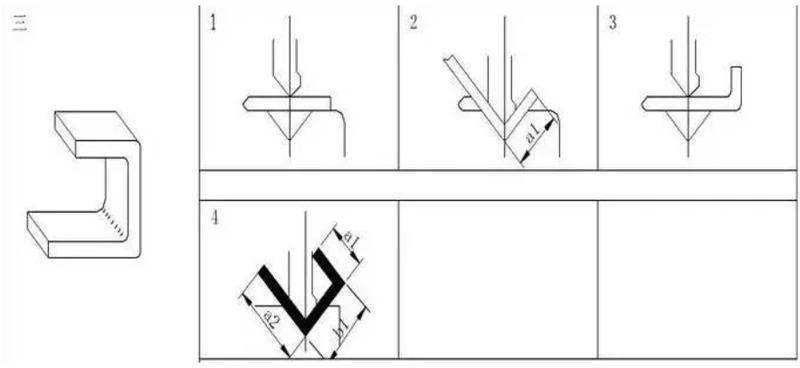
图三所示:槽钢型弯,主要考虑b1尺寸与a1尺寸的比例问题,折弯完成后,第一道弯不能碰撞折弯上模为原则。
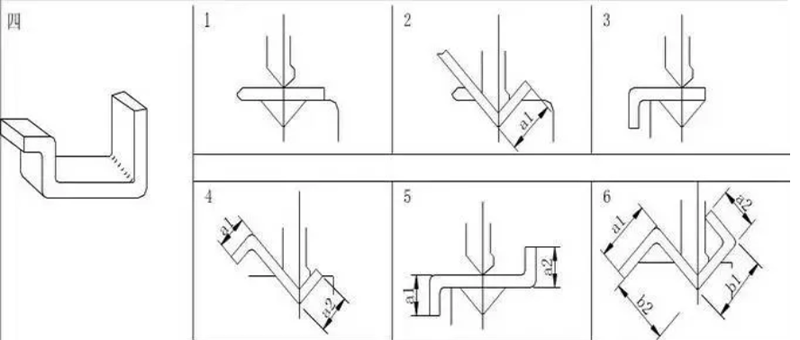
图四所示:这种折弯需要考虑图1、2、3中出现的各种因素,注意第5步手把持工件的位置,避免夹到手。
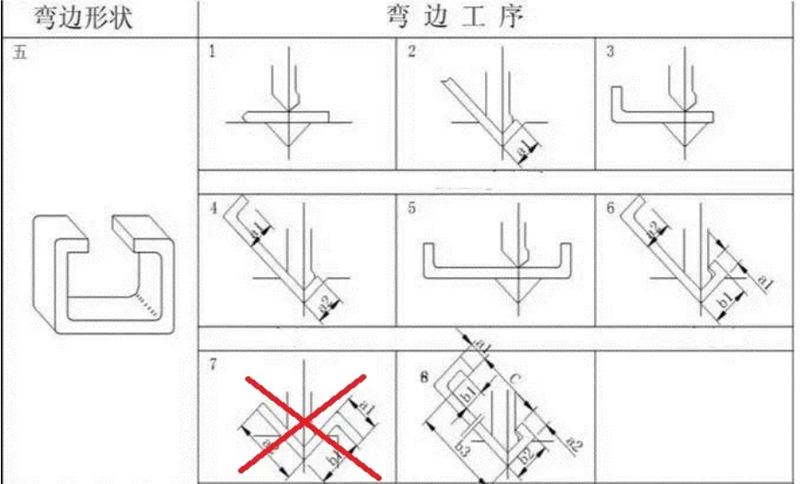
图五所示:第7步图示错误的,不需要的,应该删除。
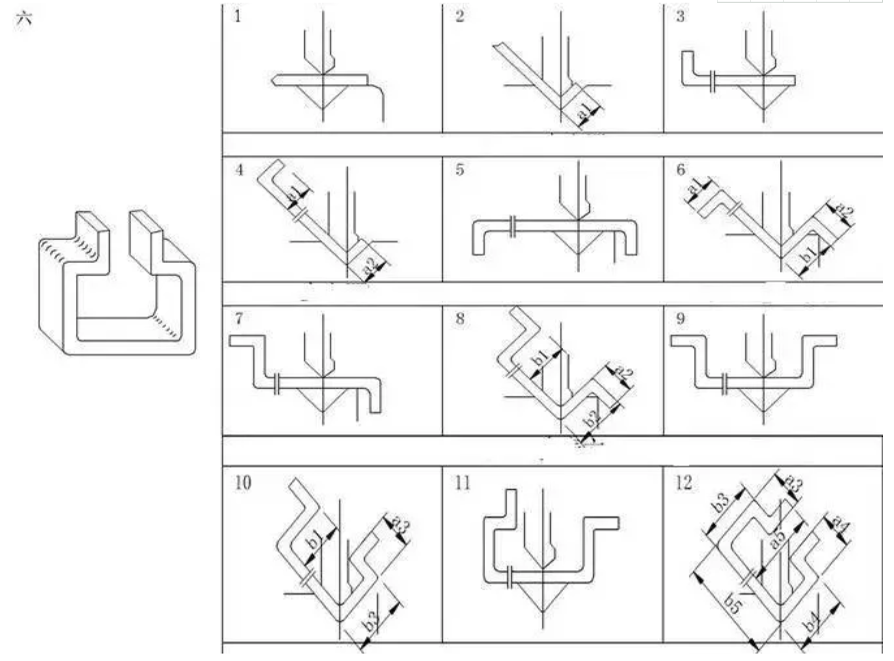
图六所示:注意后一步b5的长度是较长的,任何折弯是不能碰撞模具的,更不能进入模具中。特殊模具除外。
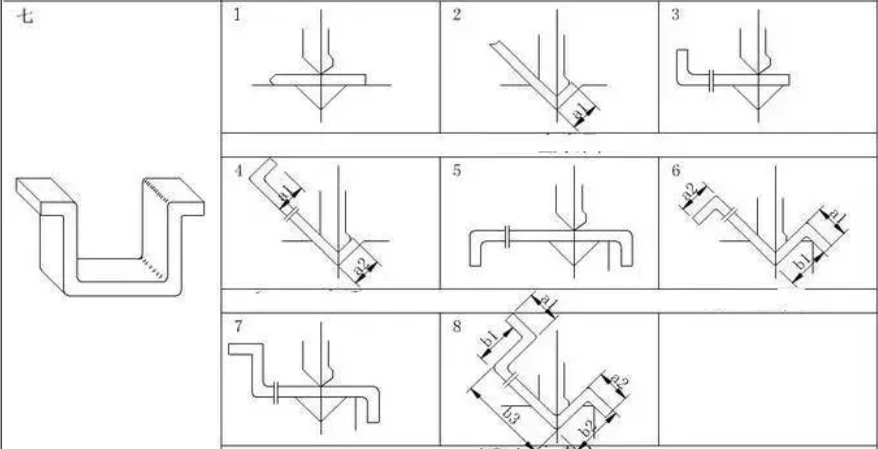
图七所示:这种折弯是加强筋常用的形状,折弯顺序必须学会的。
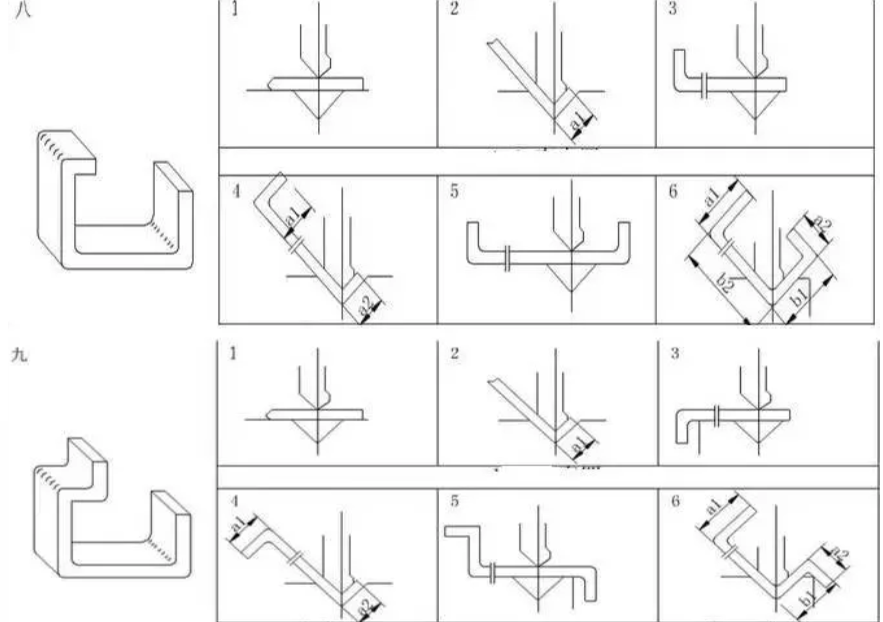
图八,九所示:能看懂上面的折弯顺序,看这个就不难了。
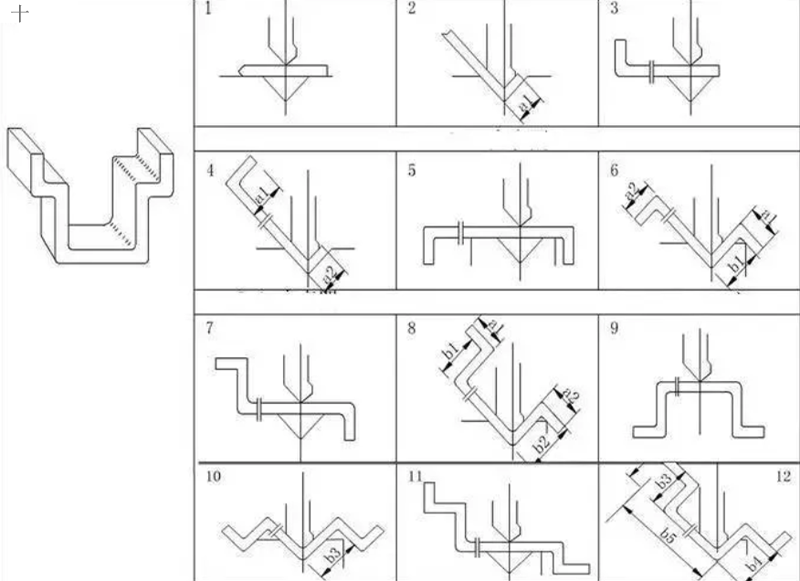
图十所示:看着步骤很多,其实折弯并不难,注意看断开线,动脑理解一下,很简单的。
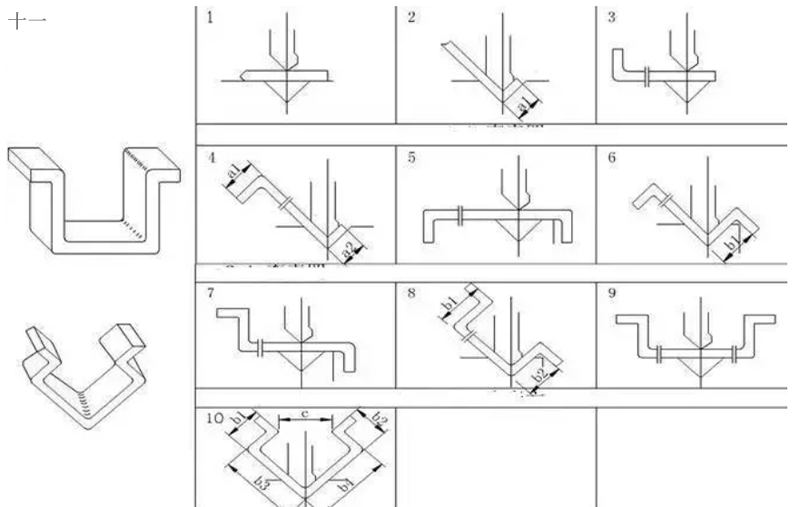
图十一所示:已经没什么难的了。
钣金折弯需要经验积累的,多看看师傅怎么折弯,为什么要这样折。多多积累,钣金折弯不难的。





